RTI solutions are built by miners, for miners, with over 20 years of experience. With a global customer base, 24/7 remote servicing and a customer focused approach, RTI has established itself as a leading provider of real-time analysis solutions across a range of commodities. Our solutions are tailored to the customer, with expertise in bulk ore sorting, ore management, grade control, feedback systems and process optimisation.
The World Leader in Microwave Moisture Measurement Technology
The global leader in online moisture analysis. Developed by Callidan Instruments, the MoistScan Moisture Analyser employs state-of-the-art microwave moisture measurement technology to accurately measure moisture in a wide-range of bulk materials.
Real-Time Process Optimisation is Critical for Success in Mining Operations
Overview
At Real Time Instruments, we deliver cutting-edge solutions for real-time process optimisation. Our advanced moisture analysers provide minute-by-minute accurate and uniform measurement of moisture across entire raw material process streams.
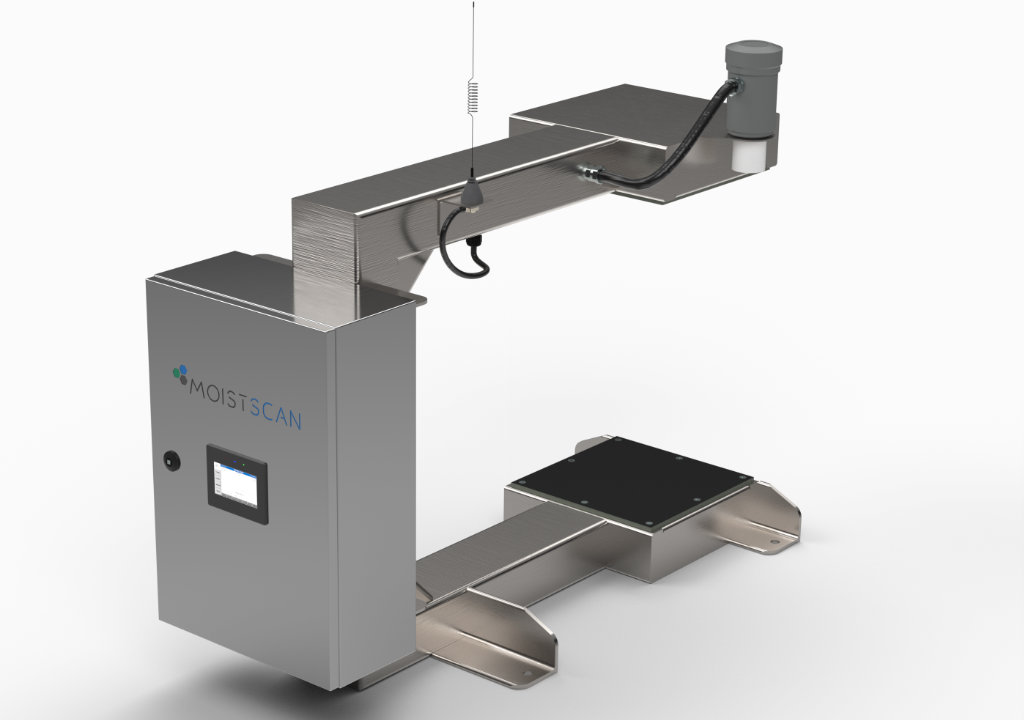
The MoistScan Moisture Analyser is a real-time, non-contact online moisture sensor based on advanced microwave moisture measurement. Designed for mining and bulk materials, it provides accurate, continuous analysis directly on conveyor belts. Key features include MA‑500/600/700 configurations, seamless conveyor integration, and remote analytics. The system helps operators optimize yield, ensure compliance with transportable moisture limits, reduce dust and blockages, and improve process efficiency and environmental outcomes.
MoistScan Moisture Analyser Technology Explained
Inside the MoistScan Moisture Analyser MA-500/600/700 Series
Each MoistScan model is tailored for specific use cases—like MA-500 for conveyor belts or MA-700 for slurry pipelines. All models utilise proprietary microwave algorithms that adjust dynamically for moisture, density, and material depth.
Integrating MoistScan into Conveyor Systems
Designed for flexible installation, MoistScan can be easily retrofitted onto existing conveyors or integrated into new builds. Real-time data feeds seamlessly into SCADA or plant control systems, allowing automated response to moisture fluctuations.
Microwave Moisture Measurement for Mining
Why Microwave is Ideal for Bulk Materials
Microwave moisture analysis penetrates deep into bulk materials, making it ideal for coarse ores, concentrates, and fine particulates alike. This non-invasive technology provides accurate, consistent readings even in high-throughput conditions common across mining conveyors.
Comparison: Microwave vs. Traditional Sampling
Unlike manual or lab-based sampling, microwave analysers deliver continuous real-time data without interrupting operations. This eliminates delays, reduces sampling errors, and provides a far more representative view of your material’s moisture profile.
Benefits of the MoistScan Moisture Analyser
Operators receive moisture readings every minute, enabling immediate adjustments to drying, blending, or material processing—maximising efficiency and preventing downstream bottlenecks.
Microwave-based measurement enables precise calculation of dry tonnage, essential for metallurgical reporting, contractual compliance, and financial accuracy in pit-to-port operations.
By detecting moisture levels near critical thresholds, the analyser allows well-timed water addition to suppress dust, aiding compliance with environmental and Occupational Health & Safety regulations
Monitoring moisture of sticky or clay-rich ores helps avoid hopper and chute hang-ups, reducing downtime, maintenance, and component wear across the conveying system.
Integrating moisture readings in PID control loops for dryers and calciners minimises over-drying—saving energy and reducing operating costs while reaching target moisture.
Maintaining tight moisture specifications ensures ore and concentrate meet saleability standards, preventing penalties, rejects, and variability in downstream smelting or shipping.
Real Time Instruments has developed a comphrensive suite of sensor solutions for every stage of the mining process. This ‘ecosystem of sensors’ works together to create a detailed and trackable view of your material from pit to port, enhancing efficiency, safety and operational certainty.